You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
How do I measure cylinder to see how much has been milled off???
- Thread starter duster360
- Start date
-
Probably have to CC it. It should come in around 72cc's.
See this write up Karl did yesterday.
http://www.forabodiesonly.com/mopar/showthread.php?p=1970452058&posted=1#post1970452058
See this write up Karl did yesterday.
http://www.forabodiesonly.com/mopar/showthread.php?p=1970452058&posted=1#post1970452058
That is a great write up and I will be saving it to my favorites on my computer. But cc'ing won't help in my situation. I have aftermarket valves that look nothing like factory. The reason I need to know is my intake manifold is not sealing good and from what I can tell it is not seating far enough down between the heads to get a good seal. I suspect the heades have been milled, which would bring them closer together and not let the intake seat correctly. I have had this engine since 1975 and my dad was the first to go into it and there was no milling done to my knowledge. The stock intake sealed good until it was parked in the early 80's. I had them reworked when I went into the engine. No one at the machine shop I use mentioned doing any serious milling, so I just assumed they just surfaced them.
What you're going to need to do is find someone with the same casting as yours that has not been milled. Measure with dial calipers from the valve cover rail to the head deck and see what they have, then compare to yours. That's about the most accurate way.......and because of machining tolerances, it ain't real accurate, but it should give you some idea.
This is a small block J head.
What's the casting number on the runner. I'll check mine and measure them.
Do you have a set of calipers?
What you're going to need to do is find someone with the same casting as yours that has not been milled. Measure with dial calipers from the valve cover rail to the head deck
Spark plug side I'm assuming?
I would try both sides. Maybe on each corner.
what's the casting number on the runner. I'll check mine and measure them.
Do you have a set of calipers?
Spark plug side i'm assuming?
915
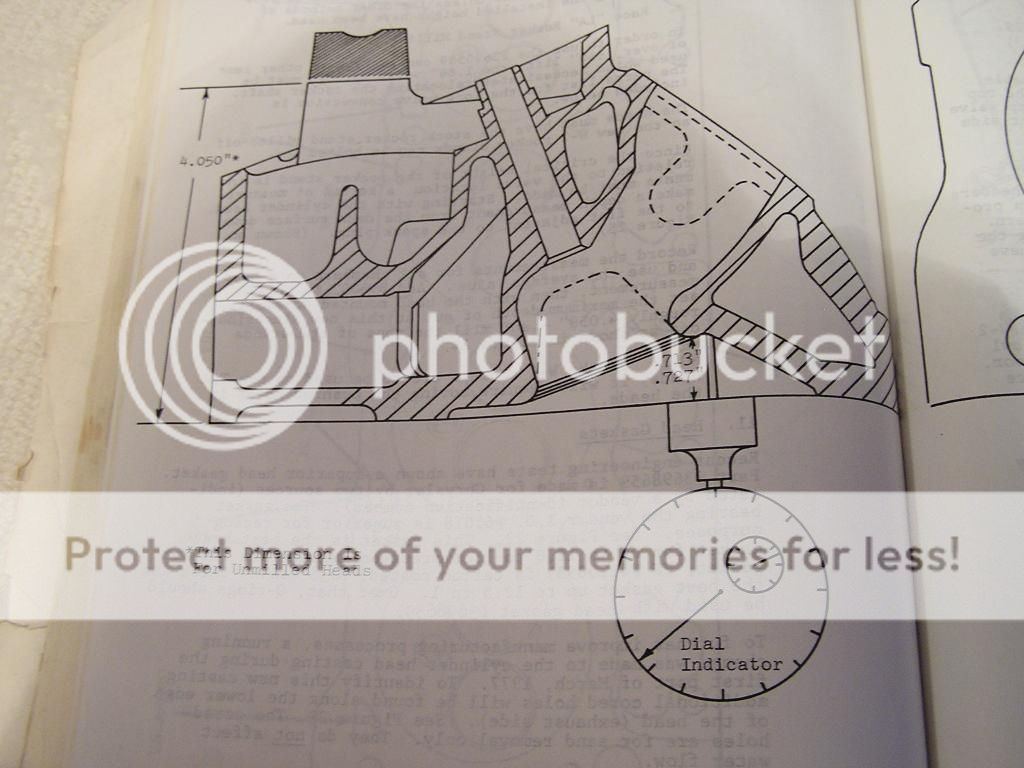
There are tooling "flats" near the spark plugs in the combustion chamber. The dimension from the block surface of the head to the flats should be .713 to .727 for unmilled heads. Measure all four and use the shortest two. Then you should be able to get close enough to figure how much has been milled.
67Dart273
Well-Known Member
What you're going to need to do is find someone with the same casting as yours that has not been milled. Measure with dial calipers from the valve cover rail to the head deck and see what they have, then compare to yours. That's about the most accurate way.......and because of machining tolerances, it ain't real accurate, but it should give you some idea.
I would also think a depth gauge from the rocker shaft saddles to the head / deck surface should be fairly close, as these originally did not have adjustable rockers. I'm pretty sure I have at least 4 heads that to my knowledge have never been milled, including my old J heads which I just got back
This probably isn't the most accurate, but it's what I got.
These measurements are all in millimeters.
112.36mm
View attachment wide.jpg
74.63mm
View attachment narrow.jpg
24.52mm
View attachment cc.jpg
These measurements are all in millimeters.
112.36mm
View attachment wide.jpg
74.63mm
View attachment narrow.jpg
24.52mm
View attachment cc.jpg
CPMotorworks
Well-Known Member
Measure from the deck to the quench pad on the intake side of the chamber with a depth mic or a depth attachment for a calipers. Should be roughly .095" from the ones I have checked.
The area at the lower portion of the chamber in this picture.

The rocker rails are cast so poorly its not a good reference point.
The area at the lower portion of the chamber in this picture.
The rocker rails are cast so poorly its not a good reference point.
The rocker rails are cast so poorly its not a good reference point.
I was thinking that when I did those, but ...............
I may go check that quench area, that sounds about right.
daredevil
Well-Known Member
There are tooling "flats" near the spark plugs in the combustion chamber. The dimension from the block surface of the head to the flats should be .713 to .727 for unmilled heads. Measure all four and use the shortest two. Then you should be able to get close enough to figure how much has been milled.
THIS! Because A lot of the time they are angle milled.
THIS! Because A lot of the time they are angle milled.
Now, what exactly to look for, lol. I saw some flat area there.
Measure from the deck to the quench pad on the intake side of the chamber with a depth mic or a depth attachment for a calipers. Should be roughly .095" from the ones I have checked.
The area at the lower portion of the chamber in this picture.
The rocker rails are cast so poorly its not a good reference point.
I think that this is the best way to measure. It is what "the engine sees" as best that we can measure in a garage.
You can also use the cover plate that I have in my compression write up to help measure. Don't bolt it down, and rest it on the head face and measure through the fill hole. Use the cover plate as a floating reference from the head/block face of the head.
You have to measure what you have, and not depend on "what they usually are". There are casting tolerances and production tolerances. There is no way for us to know "where they were running" for these dimensions from day to day. They vary. It's part of manufacturing/machining.
The foundry could have variation on their datums and locating pads from time to time. Then there are machine tolerances that also depend on where the machines were running the day that they machined your heads.
They also batch run heads to be milled in the engine plant for recycled heads. If the block sealing surface of the head gets scratched/gouged on an engine that has been built, found to have a problem, then stripped down and the parts recycled, they will batch run the heads through the machine line and mill some off the face to clean up any marks or scratches on the face.
They batch run these as they have to set the machines to mill deeper than the regular production heads, and then reset the machine back to run the first time through production heads. They tend to set the head face milling operation not to cut too much off of the face (run them "fat") so there is enough material left in case they have to be resurfaced if they get any damage in handling at the engine plants.
Basically, it's difficult to tell if they have been milled or not. To measure that accurately would require a special built gauge to measure from the machine datum to the head face or put them on a CMM (Coordinate Measuring Machine), both of which is way too expensive for us hobbyist to have in our garages. The best way for us to get an indication is measure the block face of the deck to the combustion chamber depth of the head, or cc the heads. But even then, it's not for sure.
Open chamber heads ain't gotta quench area.
moper
Well-Known Member
I'm fairly sure any "as cast" surface isn't worth using as a reference point. They can vary a ton and even the surface features of cast metal can throw off a measurement enough to make a mess. I have not tested this - I tend to fit the intake "by eye" once the longblock is together - but I'm told the two machined surfaces to measure are shown in Bad's 1st picture... The surface spot faced for the last head bolt. Measure that thickness from the head gasket surface to the machined flat and it should be 1" if it's not machined. Again - with the varying casting quality, and the crazy factory machining I'm not sure that's 100% either - but I'd much prefer measuring two machined surfaces than try and make sense of any as cast surfaces.
Attachments
These are the Tooling Pads used to machine the head surfaces. This is the best way to try and determine if the heads have been milled and how much they have been milled.



Measure that thickness from the head gasket surface to the machined flat and it should be 1" if it's not machined. Again - with the varying casting quality, and the crazy factory machining I'm not sure that's 100% either - but I'd much prefer measuring two machined surfaces than try and make sense of any as cast surfaces.
These are the Tooling Pads used to machine the head surfaces. This is the best way to try and determine if the heads have been milled and how much they have been milled.
Good info, I'm stealing that tooling mark pic, thanks!
moper
Well-Known Member
Sweet! Thanks 66!
-